The Aamix plant has been producing equipment for more than 18 years and our equipment has been operating throughout Russia, the CIS and the world.
Factories work both in small businesses and the giants of the industry – Gazprom, Knauf, Norilsk Nickel, etc.
Many of our customers ordered one plant, after that they order the following, the payback of the plants is 1-3 years. (See news about this)
The mini -dry mixtures Aamix Smart can be deployed very quickly and produce small volumes of dry mixtures for small markets or for specific needs.
This plant can produce a wide range of dry mixtures. Productivity depends on the type of mixtures and can vary from 3 to 5 tons per hour.
The plant operates automatically, recipes are set on the central control panel and the right number of components is automatically fed to the mixer. Weight dosage with accurate tens-sensors is used.
Manual operations – supplying additives and putting on bags on the package. These operations can also be automated, but the cost of the plant grows strongly.
List of equipment
- Big-Beagov Big-Begina RB2-1
- Schnek transporter 11.5 meters, d.219 mm
- Weight dispenser 600 liters
- Pneumatic drive with pneumatic drive
- Aeration set on 3 vibrovalrators 24dc
- Airklin Smart 2 filter, galvanized case
- Mixer of dry mixtures Prof-SS600 (total volume 600 liters, useful 500L).
- Airklin Smart 2 filter, galvanized case
- Reception hopper under the mixer 2 m3
- Pneumatic drive with pneumatic drive
- Aeration set on 3 vibrovalrators 220ac
- Airklin Smart 2 filter, galvanized case
- 24DC level sensor
- Packing Rotor Horizontal Fas-km4 Rotor
- Aspiration unit based on Aerklin GB 500 and Aerklin Hard 1 for a package station
- Central control panel of the CSC plant, on the basis of Aries
- Rama of the CSC complex, 3 floors, under the mixer 600 liters
Technological sequence of work
- The product in the Big-begs from the warehouse using a fork loader enters the shod, where they are melted.
- Then the product enters the screw from the detacer, then in it to the dispenser until it is filled.
- Similar operations are taking place with the second molester.
- When the dispenser is filled, the throttle valve opens and the product is unloaded into the mixer.
- Then the operator is added manually the necessary components and the mixing cycle begins.
- After mixing, the product enters the receiving hopper under the mixer.
- A packing station is connected to the bunker from below, where the product is packaged in valve bags.
- Bags fall on the strip conveyor, where a box is installed for diluting.
- From the conveyor, the bags are shipped to the pallet.
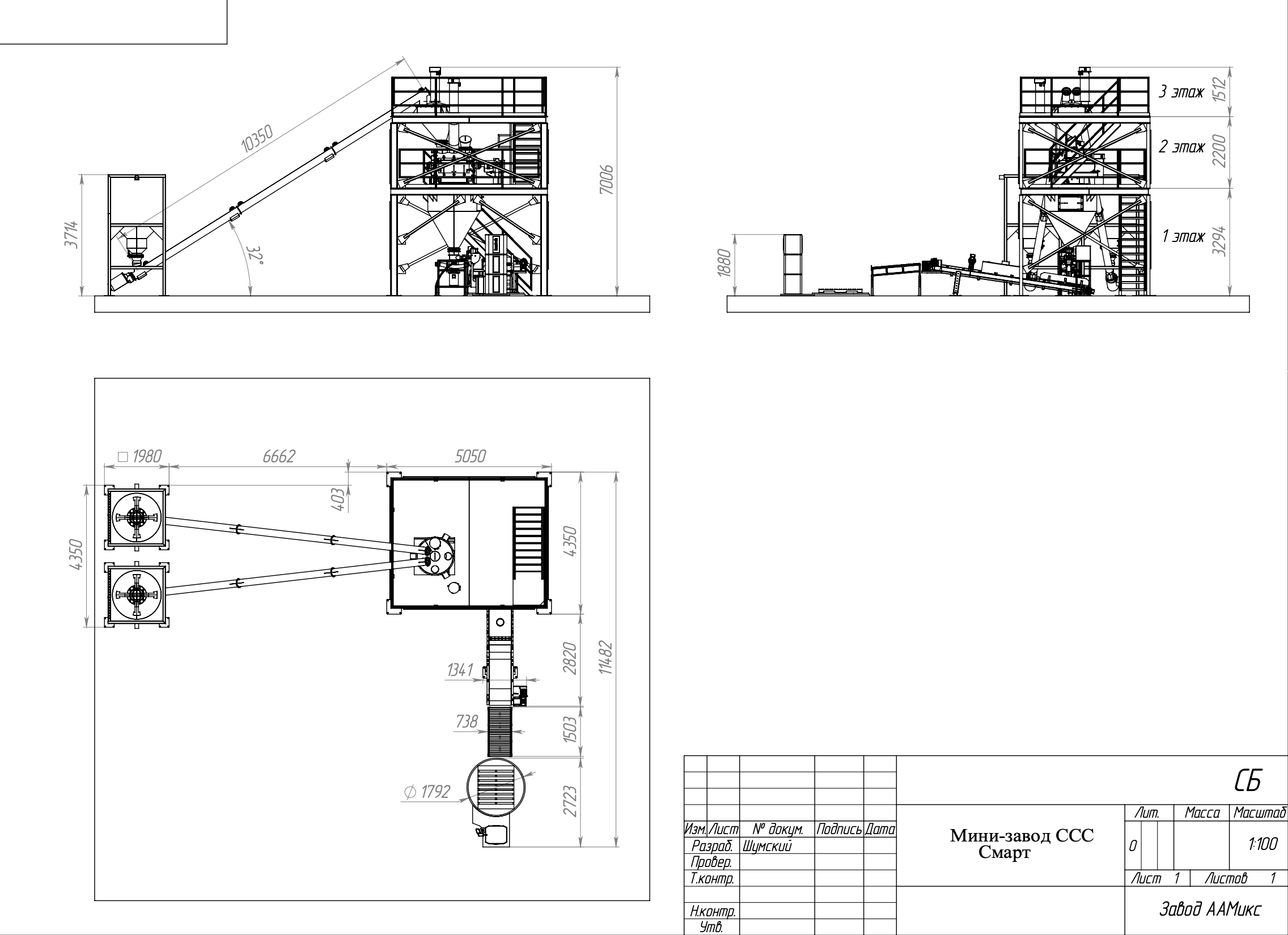
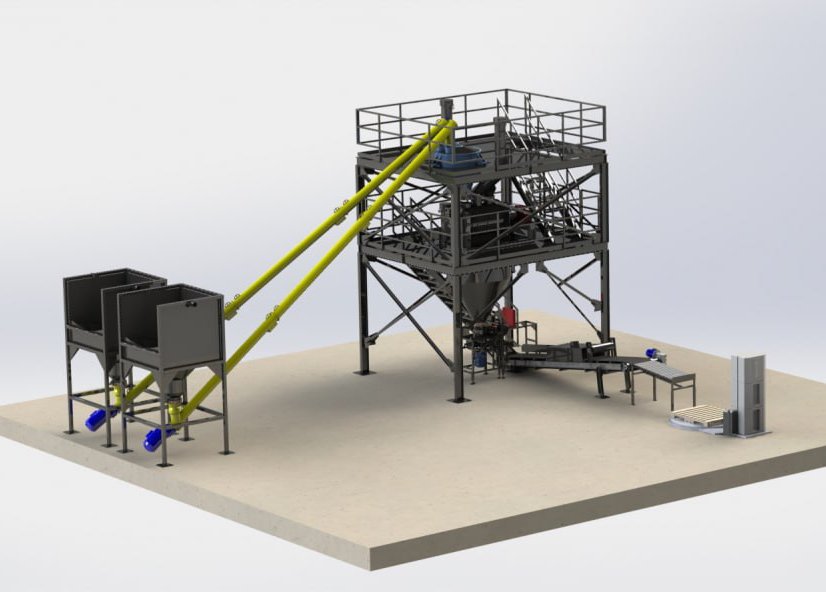
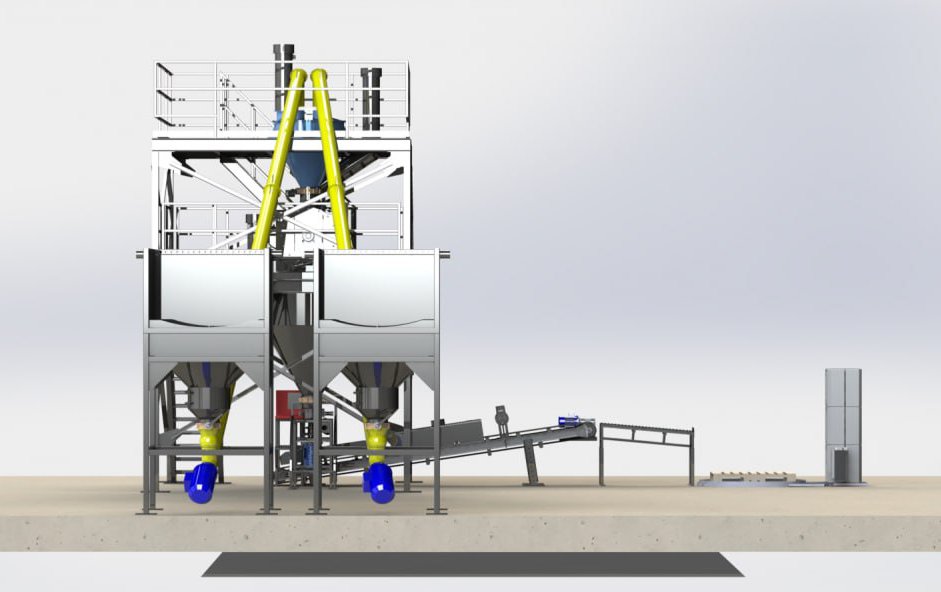
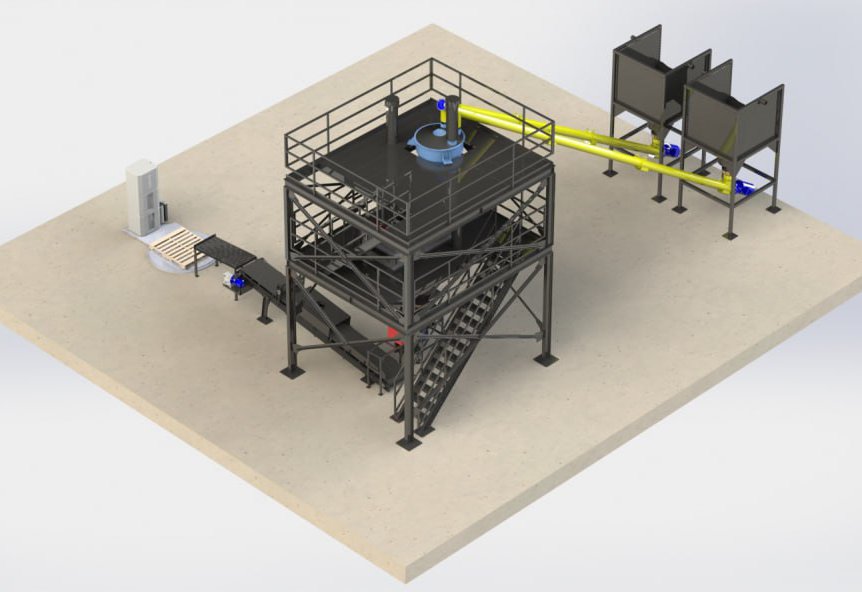
The model of the plant
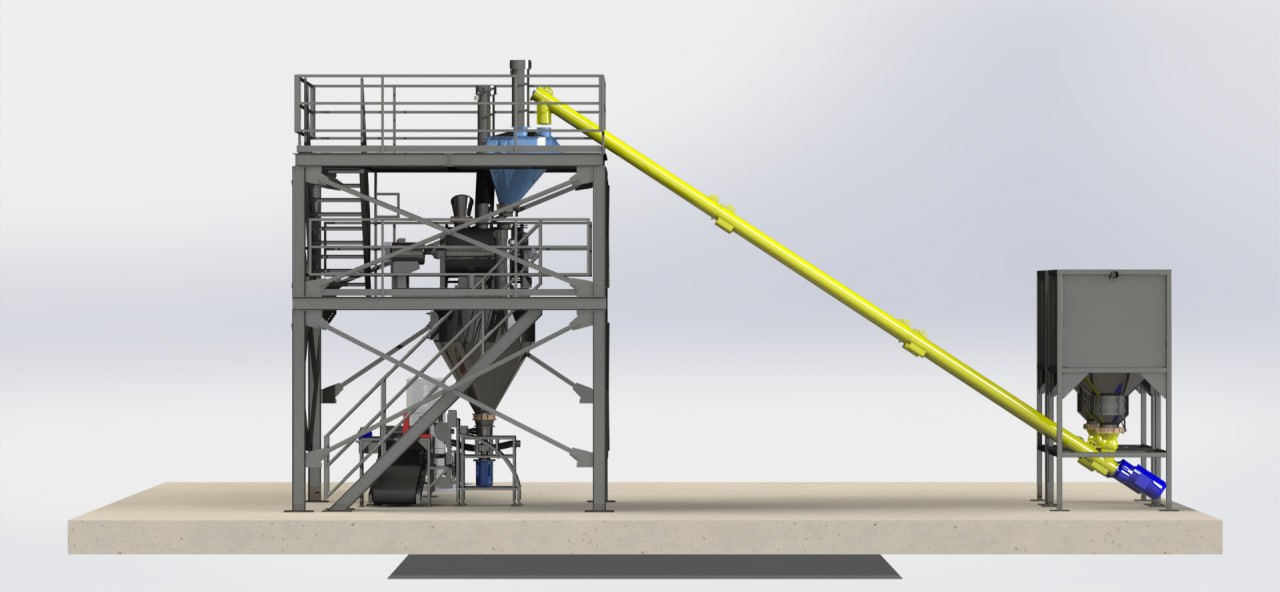
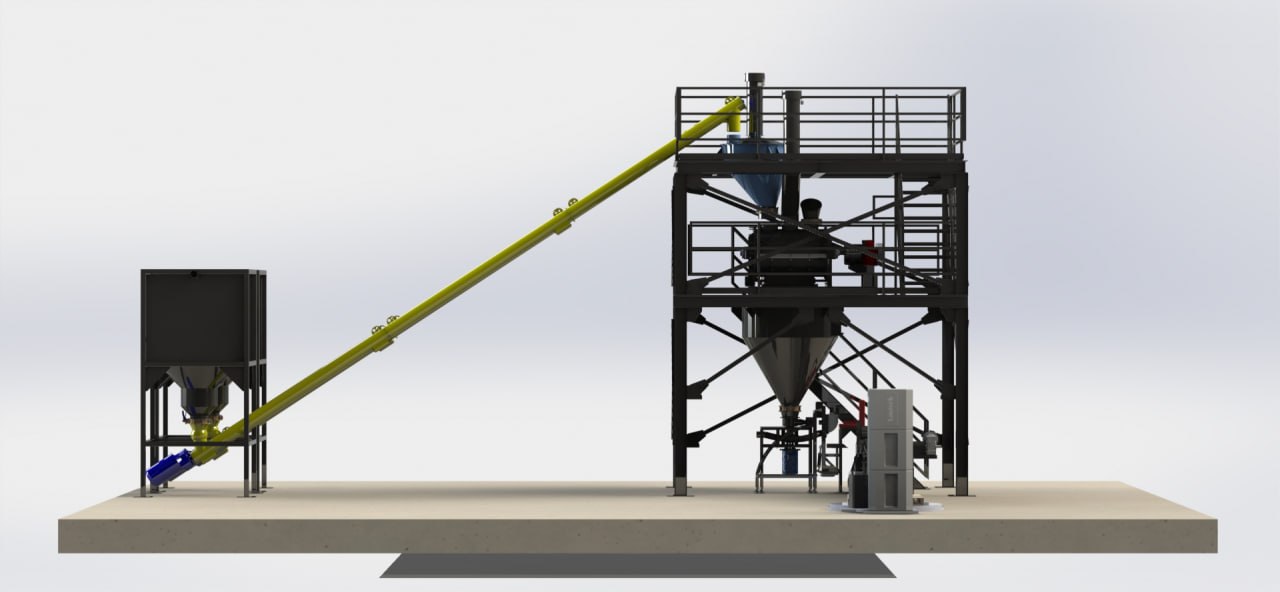
Drawing of a mini plant